

永恒力高叉ETV114n叉车驱动轮重新包胶客户案例
栏目:轮子系列案例
发布时间:2025-08-14 17:23:29
访问量:781次
某物流中心使用永恒力ETV114n电动前移式叉车进行高架库货物搬运,原车配备的聚氨酯驱动轮在运行2年后出现严重磨损,轮胎表面出现裂纹,抓地力下降,导致叉车在湿滑地面易打滑,且运行噪音增大,影响作业效率与安全性。
问题:
1、开裂磨损严重:高架库作业需频繁启停、转向,驱动轮承受高负荷摩擦,原聚氨酯层厚度不足,导致快速开裂磨损。
2、性能下降:磨损后轮胎抓地力减弱,叉车在满载时易出现打滑现象,增加货物倾倒风险。
3、成本压力:更换新驱动轮成本高(市场价约1600元/个),且需停机等待配件,影响物流时效。

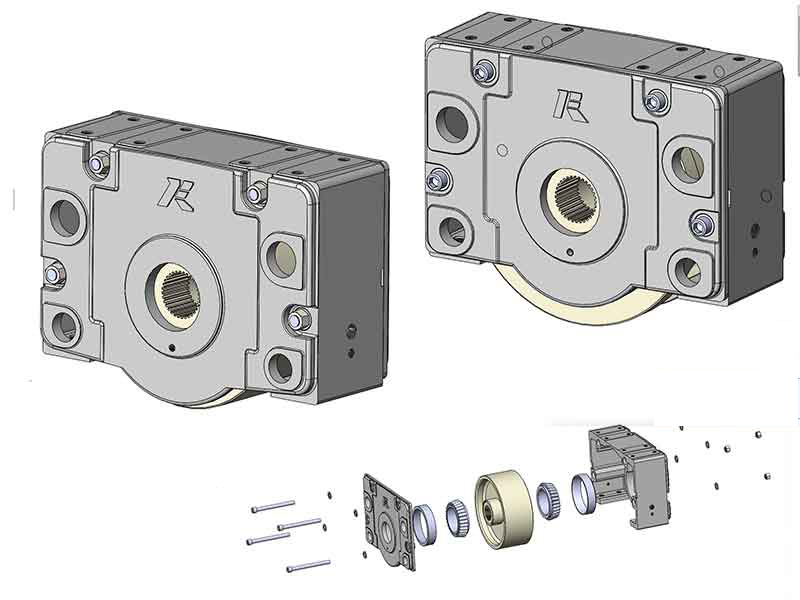
永恒力高叉ETV114n驱动轮
解决方案:
该物流中心选择对永恒力ETV114n驱动轮进行重新包胶,具体流程如下:
1、旧轮检测:对磨损轮胎进行尺寸测量、硬度测试(原聚氨酯硬度约邵氏A90),确认轮芯无变形、裂纹,符合翻新标准。
2、表面处理:采用喷砂工艺去除旧聚氨酯层及轮芯表面锈蚀、油污,确保粘接面粗糙度达标。
3、包胶工艺:
材料选择:选用高耐磨聚氨酯(硬度邵氏A92),提升抗撕裂性与耐老化性。
浇注成型:将液态聚氨酯注入模具,通过真空脱泡技术排除气泡,确保包胶层均匀无缺陷。
硫化处理:在120℃高温下硫化4小时,使聚氨酯与轮芯牢固结合,形成稳定结构。
4、后处理:对翻新轮胎进行动平衡测试,修正不平衡量≤50g,减少运行震动。

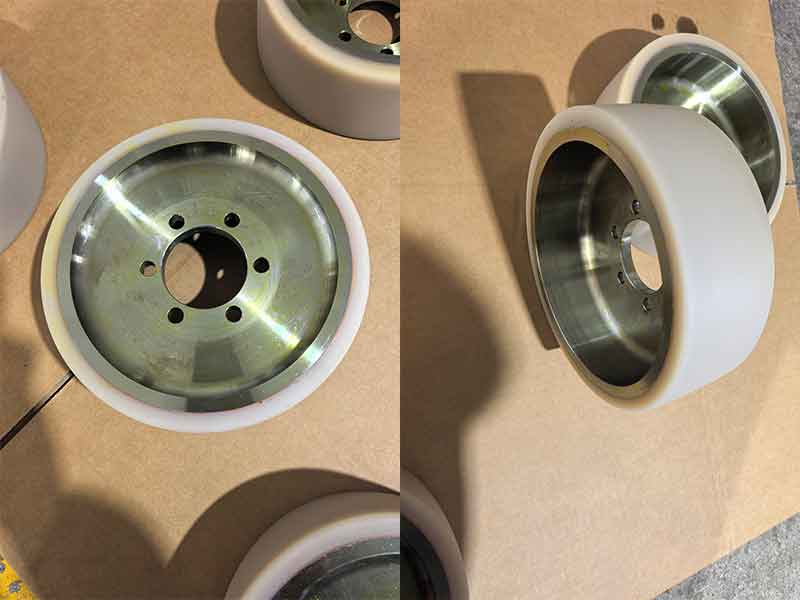
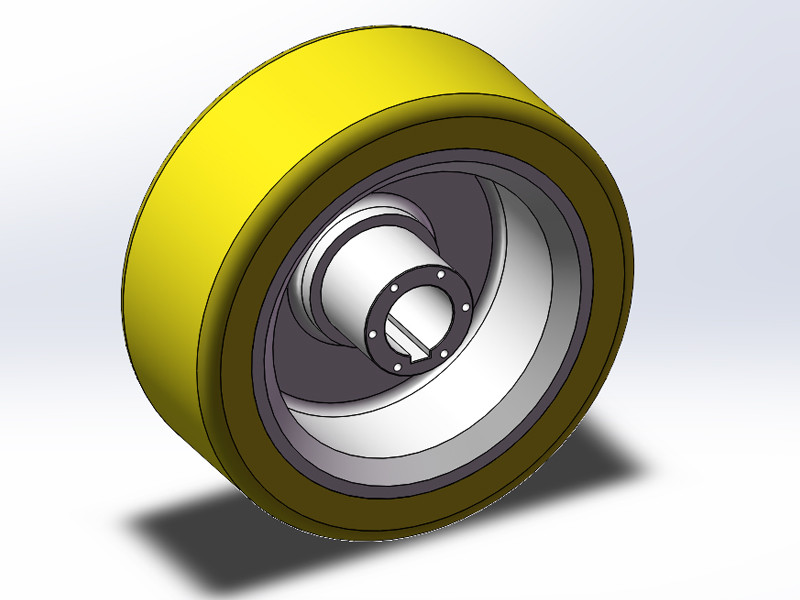
叉车驱动轮重新包胶
效果:
1、性能恢复:翻新后驱动轮抓地力提升30%,叉车在湿滑地面打滑现象消失,作业安全性显著提高。
2、成本降低:翻新成本仅400元/个(含材料、人工),较更换新轮节省75%,且无需停机等待配件,物流时效提升。
3、寿命延长:经测试,翻新轮胎耐磨性与新轮相当,预计使用寿命可达2年以上,减少频繁更换的维护成本。
4、环保效益:旧轮翻新减少废弃物产生,符合绿色物流发展趋势。
客户评价:
“重新包胶后,叉车驱动轮运行更平稳,噪音明显降低,驾驶员反馈操作舒适性提升。翻新成本仅为新轮的1/4,且无需停机,对我们这种24小时运转的物流中心非常友好。”——该物流中心设备主管
 相关产品
相关产品


 相关案例
相关案例

 相关新闻
相关新闻
-
绞线机聚氨酯牵引轮的作用是什么
聚氨酯牵引轮的核心作用是既保证绞线机能稳定、高效地输送线缆,又能有效保护线材,提升最终产品的品质。简言之,该配件是兼具传动与防护作用的关键零部件。 -
双立柱堆垛机轮的工作原理
双立柱堆垛机轮集承重、驱动、导向三大功能于一体,由电机与减速机驱动行走轮,搭配侧向导轮实现精准运行。了解其工作原理,可更好助力自动化仓储设备的维护与选型。 -
欧式行走轮箱与减速机有哪些常见连接方式
欧式行走轮箱与减速机的常见连接方式包括三合一驱动、独立驱动和集中驱动,搭配平行或直角轴布局,可满足多样化工况需求,保障设备高效运行。 -
如何判断立式堆高车包胶轮是否需要更换
立式堆高车包胶轮的更换时机该如何判断?掌握磨损程度、外观损伤、运行性能等七大检查要点,精准判定更换节点,规避安全隐患,保障设备高效运行。



